核电厂中使用的阀门按其对安全的重要性分为核级和非核级2大类。核级阀门不仅要满足在正常工况下能够可靠行使功能,保证核电厂正常运行,还要满足在事故工 况(包括设计基准事故和严重事故)下可靠运行,以遏制和缓解核电厂事故发展。核电厂中一般将履行反应性控制、余热排出、放射性包容及防止或缓解事故等功能 的阀门定义为核级阀门。
从安全分级的角度上可分为安全1级、安全2级和安全3级阀门。鉴于核安全级阀门是核电厂承压边界的一部分,其维持着承压边界的完整 性,故被列入国家核安全局第一批民用核安全设备目录,纳入监管范围。从事民用核安全级阀门设计/制造的单位需取得国家核安全局颁发的许可证。
2008年1月1日,国务院《民用核安全设备监督管理条例》(500号令)正式实施,该条例的第十三条明确提出“申请领取民用核安全设备制造许可证或安装 许可证的单位,还应当制作有代表性的模拟件”。
首次以法规的形式明确了申请民用核安全设备许可证需制作模拟件的必要性。本文结合许可证技术审查的经验反 馈,以核电厂中使用最为广泛的隔离阀为例,提出了在核级阀门模拟件试制过程中的基本技术要求。
1 阀门模拟件的选择基本原则
核级阀门模拟件规格的选择一般应遵循以下原则:
(1)针对申请的每一类阀门(注:此处的分类是指阀门的小分类,如闸阀、截止阀、球阀等,而不是按大类诸如隔离阀、止回阀等),选择一个具有代表性的特征参数进行模拟件的制作。
(2)申请同一类别、设备品种的不同核安全级别的设备,应按照最高级别的申请目标产品来选取模拟件。
(3)模拟件制造工艺能够涵盖所申请目标产品的工艺特点。
(4)模拟件的尺寸选择应该具有代表性,一般应选择所申请目标产品最大尺寸且压力等级最大的阀门作为模拟件进行制作。但如果申请单位在所申请目标产品的全 范围内都有大量的应用于常规产品的业绩,且业绩良好,则可选择一个口径相对较小的(一般建议选中间偏上值)阀门作为模拟件进行制作。
(5)结构类似的能动操作阀门可覆盖手动阀门。因此,阀门模拟件应选择能动操作阀门。
(6)模拟件的制作应遵照真实产品标准要求,但最终产品不得在实际核电工程中使用。
2 模拟件制作前应完成的工作
根据我国核安全级阀门设计/制造的现有实际情况,阀门的初步设计由核电设计院实施完成,施工设计由生产厂家完成。根据国家核安全局有关设备监管的管理要 求,阀门取证单位应该同时取得设计和制造许可证。因此,申请厂家在完成阀门模拟件的详细设计工作后方可以开始相应的制造准备工作。制造前工作可包括以下几 个方面:
(1)编制民用核安全设备设计/制造质量保证大纲及相应的大纲程序,并需通过国家核安全局的技术审查认可,具备有效运行质量保证大纲所必需的软硬件条件。
(2)按照核质量保证体系的要求,完成阀门模拟件的设计工作,包括完成阀门结构设计计算、强度计算书、图纸及各种技术条件以及应力分析报告等。阀门的承压 边界(如阀体、阀盖等)设计应满足国家核安全局认可的核级标准规范(如ASME-Ⅲ、RCC-M等)中对应的规范等级的要求。
(3)制定完善可行的核安全级阀门模拟件制作工艺。
(4)在模拟件制作工艺的基础上,针对每个工作节点编制详细的质量控制计划。
(5)参与核安全级阀门模拟件制作的相关技术人员必须通过考核、经过授权,确认具有完成核级阀门设计/制造的能力,并完成相应的技术及核安全文化培训工 作。其中无损检验人员、焊工应当已经取得了国家核安全局颁发的核级资格证书,且无损检验人员中应至少包含两名Ⅱ级持证人员。
(6)确认核安全级阀门模拟件制作所需设备的工作状况,所有参与模拟件制作工作的机械加工设备、焊接及热处理设备、无损检验设备、鉴定试验及功能性试验设备等均应处于完好状态;需计量检定的设备均应处于鉴定合格周期内。
(7)完成核安全级阀门模拟件制作过程所需要的焊接及热处理等工艺评定,并编制出适用于阀门模拟件制作所需要的工艺规程。
(8)完成核安全级阀门模拟件制作所需要的技术图纸、工艺流转卡及检验试验规程等所有工艺文件。
3 模拟件制作过程控制
3.1 原材料采购控制
阀门制造过程中的主要采购物项为阀体、阀盖、阀瓣、阀杆、各种金属或非金属密封件及电动执行机构等。对这些采购物项应按照核质量保证体系的要求制定采购计 划、采购文件等,以便对采购过程进行控制。
鉴于阀体、阀盖等承压边界部件以及电动执行机构对保证阀门的安全及运行的可靠性具有非常重要的意义,申请单位应 选择到制造厂家现场进行见证,确保质量。原材料到厂后应进行复验,包括无损检验及理化性能试验等。
电动执行机构应完成相应的环境鉴定及功能性鉴定试验,供 货厂家应提供相应的鉴定报告。针对用于密封的非金属材料,应根据技术规格书的要求完成相应(如热老化及辐照老化等环境)的鉴定试验,供货厂家应提供相应的 鉴定试验报告。
对于密封用金属波纹管,应完成泄露试验、水压试验及疲劳试验。
3.2 制作过程控制
阀门的制作过程一般分为机械加工、密封面堆焊、热处理、无损检验、装配等主要工艺环节。对于阀门制作的机械加工、密封面堆焊、热处理、无损检验等过程工 艺,申请单位应编制相应的工艺规程。
在阀门制作过程中,相关工艺环节应形成相应的工艺记录,对于热处理和无损检验等工艺还需要出具相应报告。无损检验人 员、焊工和焊接操作工应持有国家核安全局颁发的核级人员资质证书。
阀门的装配应有专门的清洁场地,对于清洁场地需要提出清洁度控制的要求。
3.3 成品试验
阀门模拟件的成品试验一般包括承压试验、密封性试验和功能性试验。承压试验是指阀体、阀盖及阀瓣的耐压试验,密封性试验一般包括阀座、密封件及气动执行机 构的密封性试验;
功能性试验是指在室温条件下进行的阀门正常开关运行试验。试验前应编制试验大纲及试验规程,试验人员应如实记录并整理试验结果。
3.4 功能性鉴定试验
根据《民用核安全设备设计制造安装和无损检验监督管理规定》(HAF601)第八条的规定,同时申请民用核安全设备设计许可证和制造许可证的单位,应在模 拟件的制作过程中完成相应的鉴定试验。因此,对于申请能动阀门设计/制造许可证的单位,制作完成相应的阀门模拟件后,必须完成相应的鉴定试验,并满足阀门 技术规格书及鉴定试验大纲的要求。早期阀门的鉴定试验主要依据美国国家标准学会ANSI B16.41《核电厂动力操作能动阀门功能鉴定要求》 (1983)进行, 1994年美国机械工程师学会 (ASME)编制了ASME QME-1,把核电厂用能动设备鉴定统一归入该标准。阀门的鉴定试验项目应考虑阀门的基本使用条件、极限使用条件、随时间变化面临的使用条件及事故工况下 等可能对其造成的影响。
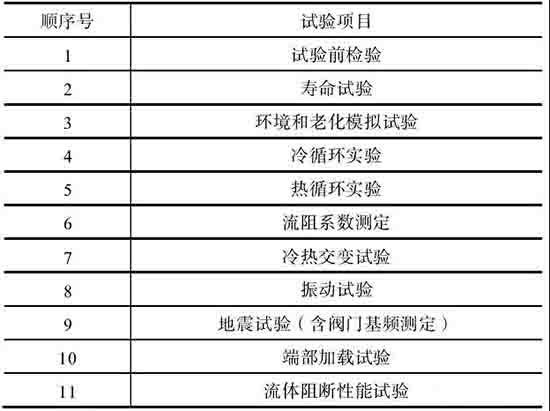
结合我国工业发展水平及国内外的阀门鉴定的实际情况,阀门模拟件需要按表1 所列的试验项目和试验顺序完成相关的鉴定试验。
表1 阀门模拟件要求的试验项目及试验顺序
阀门 闸阀 截止阀 球阀 止回阀
寿命试验应按照实际工作状态(温度、压力)进行阀门的运行试验。在早期的ANSI B16.41中对该试验定义为2000次开关试验,其中冷态进行500次,热态进行1500次。在ASME QME-1《核电厂能动机械设备鉴定》2002版中没有提及阀门寿命试验的要求,但该标准的2007版对寿命试验的试验次数定义为500次。根据我国阀门 制造行业发展的实际情况,一般要求阀门进行2000次开关的寿命试验,其中冷态500次,热态1500次。针对不同堆型核电机组,核电设计院对部分阀门寿 命试验提出了更高开关次数的要求。
在进行冷、热循环试验时,应一并对阀门运行过程中可能遇到的极限运行条件进行试验,以验证阀门在每一个影响量的额定范围内的主要功能特性。对带气动执行机构的阀门应考虑供气压力变化及外界环境压力变化的影响;对带电动执行机构的阀门应考虑电压变化的影响等。
环境和老化模拟试验主要是考虑阀门在实际使用的过程中,由于使用环境的特殊性可能对阀门老化造成的影响。实际的鉴定过程中应考虑热、湿热及辐照对阀门中使 用的非金属材料可能造成的影响以及腐蚀、冲蚀及疲劳老化对阀门中使用的金属材料可能造成的影响。这些鉴定可以通过实验手段完成,也可以在已有实验的基础上 通过对比分析及独立的分析完成。开始试验前,阀门模拟件制作单位应编制功能鉴定试验的试验大纲,试验大纲应以鉴定技术规格书或阀门技术规格书中的要求为依 据。这些功能性鉴定试验可委托有相应能力的鉴定机构完成。
承担鉴定试验的单位应在试验大纲的基础上完成各项鉴定试验的规程,并在实际试验中严格执行各项试验规程。
在每一项鉴定试验完成后,都要对阀门进行检查,确认阀门完好后方可进行下一项鉴定试验。
所有的试验项目应在一个阀门模拟件上完成。若某一项试验无法通过,应停止试验,进行原因分析。若是设计原因,应进行相应的设计变更;按设计变更重新完成的 阀门应重新按顺序进行鉴定试验。阀门完成所有的鉴定试验后应进行解体检查,并进行一些基本的功能性试验,以验证其执行正常功能的能力没有发生变化。
鉴定试验的有关要求可参照ASME QME-1《核电厂能动机械设备鉴定》及我国NB/T20036.6《核电厂能动机械设备鉴定 第六部分:能动阀门组件的功能鉴定要求》等有关标准规范中的要求。所有的鉴定试验完成后应由试验单位出具正式的鉴定试验报告。
4 鉴定试验中存在的问题
根据以往的阀门取证技术审查的经验反馈,在模拟件制作过程中一般会产生如下几方面的问题:
(1)鉴定试验的项目不能完全覆盖,缺少部分试验项目。目前我国鉴定试验项目比国外一些标准要求的更多一些,试验费用较高。但是考虑我国目前的阀门工业水 平,不建议单位在取证模拟件制作过程中删减一些认为不太重要的鉴定试验。一次性进行全面鉴定试验,可为申请单位在以后核级阀门的设计制造过程中积累大量真 实可靠的数据,也将在以后的核级产品供货中提供极高的说服力。
(2)试验的顺序不正确。上文中所列的鉴定试验顺序是按照阀门在核电厂中实际使用中可能发生的事故序列来进行的,若因赶进度而随意调整鉴定试验顺序,即使能够通过所有鉴定试验项目,也难以说明该阀门在核电厂中的可用性。
(3)鉴定试验输入较低。某些生产单位为了确保模拟件鉴定实验能够一次过关,会采用较低的实验输入,如采用较低的辐照剂量、较小的地震水平。这固然会较为容易地通过试验,但使得鉴定结果可信度降低,需重复进行试验,造成资源浪费。
(4)地震静态试验问题。根据有关标准,对一阶主频大于33 Hz的阀门可采用静力法进行抗震试验。采用静力法进行抗震试验确实易于通过,但使得鉴定结果 可信度降低。建议阀门生产厂家在试验台允许的情况下(尤其是针对口径≤100 mm的模拟件)尽可能采用动态试验方法进行抗震鉴定,以获取较为完整的阀门抗震试验数据,供后续核级阀门设计参考。
(5)抗震试验的模拟问题。阀门在进行抗震试验时,其工装应尽可能模拟阀门实际安装情况,如工装的结构形式、固定方向、阀门与工装的连接方式等。当阀门有 多点进行支撑时,应在每个支撑点进行激励的输入,若不能满足多点输入的条件时,需选择典型的主要支撑位置,且该点的激励输入值需包络阀门所有支撑处的激励 值。
(6)环境与老化模拟问题。环境与老化模拟主要针对填料、垫片以及软密封阀座等非金属材料,这些非金属材料需在供货前由供货商或第三方检验机构完成热老 化、湿热老化以及辐照老化等环境试验,阀门整机的热态寿命试验不能取代非金属材料的热老化试验。某些申请单位在采购非金属材料时不要求供货商完成热老化试 验,而是在阀门整体装配完毕后随同整机一起进行热态工况下的动作寿命试验,进而验证了非金属材料的热老化性能。阀门热态寿命试验一般只进行1500次,热 态寿命试验的试验温度及时间通常不能等效于热老化试验的温度及时间要求,因此不能将非金属材料的热老化试验与阀门整机的热态寿命试验合二为一。
5 结束语
本文简要介绍了核级阀门模拟件制作及鉴定试验的基本要求,申请核级阀门设计/制造许可证的单位可在参照本文的基础上提出模拟件制作方案,并在此基础上编制 出详细的模拟件制作质量控制计划,在模拟件制作过程中加强工艺过程控制,制作出符合国家核安全局管理要求和相关法规、标准要求的核级阀门模拟件。
沧州五森管道设备有限公司 隔热管托