哈氏合金(Hastelloy alloy)就是美国哈氏合金国际公司所生产的镍基耐蚀合金的商业牌号的统称。隔热管托包括镍钼系哈斯特洛伊(Hastelloy)B-2,镍铬钼系哈斯特洛伊(Hastelloy)C-4等。
哈氏合金,镍基耐腐蚀合金;主要分成镍-铬合金与镍铬钼合金两大类。
哈氏合金板适用于各种含有氧化和还原性介质的化学工业。较高的钼、铬含量使合金能够耐氯离子腐蚀,钨元素进一步提高了耐蚀性。隔热管托同时C-276哈氏合金管是仅有的几种耐潮湿氯气、次氯酸盐及二氧化氯溶液腐蚀的材料之一,对高浓度的氯化盐溶液如氯化铁和氯化铜有显著的耐蚀性。
应用领域、热交换器、波纹管补偿器、化工设备、隔热管托、烟气脱硫脱硝、造纸工业、航天应用、酸性环境
哈氏合金C276管焊接施工技术
工艺管道系统中,部分工艺管道采用了进口的哈氏(HASTELLOY)合金C76管道,采用全氩弧焊,焊接材料ERNI-CRMO-4 φ2.0,在施工现场需要预制和焊接固定口,隔热管托焊接条件苛刻。
一、 C276的耐腐蚀性能和化学成分
1. 哈氏合金是一种新兴材料,具有良好的耐腐蚀性和耐高温性能,耐室温下所有浓度的盐酸和氢氟酸腐蚀。
二、 C276的焊接性能
与低碳钢、不锈钢的焊接相比,C276的焊接具有奥氏体不锈钢相类似的问题,即具有
较高的热 敏感性,气孔生成机率较高,隔热管托焊接区域产生晶间腐蚀倾向等。
1. 热裂纹敏感性高:焊丝及材料本身表面杂质在焊接过程中形成晶间液态膜残留在晶界区,由于收缩应力的作用而开裂,从而引发裂纹。
2. 气孔:合金元素含量分配的特点,隔热管托决定合金固液相温度间距小,流动性偏低,在焊
接快速冷却凝固结晶条件下,极易产生气孔。焊接时,坡口表面油脂、氧化物、油漆等异物没有清理干净,或保护气体种类不当、纯度不高、流量不合适等,则易产生焊接气孔。
3. 晶间腐蚀:C276在敏化温度600℃~1200℃之间,停留时间长,超过10分钟,就会析出δ相及M6C,从而产生晶间腐蚀。
三、 C276管焊接工艺
1. 坡口制备及清理:管子切割用机械方法,隔热管托坡口加工采用坡口机或砂轮打磨,焊前必
须清理彻底清除油、漆等所有杂质,清理范围为坡口两侧及背面50~100毫米,包括钝边、坡口内侧,清理方法可用丙酮或酒精等有机溶剂擦剂,擦洗完毕,用不锈钢丝刷刷净处理。
2. 接头型式: 焊接头采用V形坡口(坡口角度80°±5°,钝边0.5±0.5,组对间隙1±0.5)。
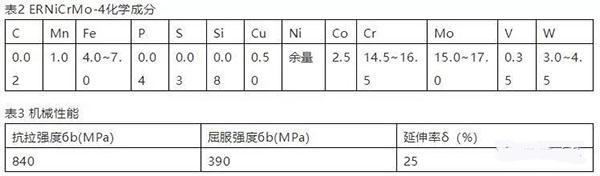
3. 焊接材料:焊丝采用ERNiCrMo-4φ2.0,其化学成分和机械性能见表2、表3,保护
气体纯度不低于99.99%。
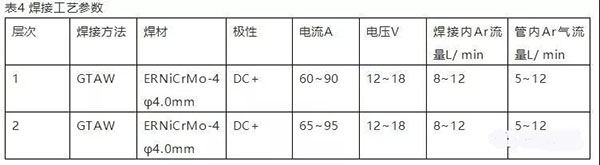
4. C276焊接工艺参数见表4
5.焊接要点
Ⅰ.底层焊接时,隔热管托坡口两侧粘贴的白胶布应反帖,否则焊前必须用丙酮清洗干净。
II.焊接时选用较少的线能量,焊丝前端(受热端)必须处于气体保护中,以连续送丝为宜,杜绝断续送丝,同时应避免用焊丝搅拌熔池。焊接全过程均宜采用短弧焊接,控制好层间温度。收弧时将弧坑填满,且滞后30S停气,防止热裂纹产生。
III.所用钨极应避免与熔池和焊丝接触,尽可能缩短电弧长度,防止焊缝夹钨。
IV.保证合适的焊接速度。速度慢,隔热管托焊缝金属线能量较大,使焊缝金属合金元素烧损较多,焊接热影响区产生过热组织,故晶粒粗大,焊接接头物理性能下降;速度快,熔池保护不好,熔池金属冶金反应差,焊缝温度偏低,焊缝边缘熔合不好,易产生弧坑裂纹。
四、 焊接施工管理
施工人员应使用专用手套,组对时采用夹具固定,收弧时注意填满弧坑,防止产生弧坑裂纹,焊接部位设置档风板挡风,焊缝宽度差在在1~2毫米为宜,余高要求为0~1.6毫米,隔热管托焊缝表面不得有裂纹、未焊透咬边、表面气孔、夹渣等缺陷,对焊缝进行100%射线探伤,角焊缝进行100%渗透。
五、 焊接质量情况
现场施焊的焊缝经射线探伤检查,一次合格率为100%,隔热管托焊缝表面质量检查100%达到合格要求。
沧州五森管道设备有限公司
隔热管托 http://www.hbgdzb.com/